
RO
Scule de frezat rutier din carbură de tungsten: ce sunt, cum funcționează și cum să profitați la maximum de ele
Știri din industrie-Ce sunt sculele de frezat rutier din carbură de tungsten și de ce contează
Uneltele de frezat din carbură de tungsten - denumite, de asemenea, în mod obișnuit piți de frezat din carbură, biți de rindeau, dinți de frezat la rece sau freze pentru pavaj - sunt elementele individuale de tăiere montate pe tamburul rotativ al unei mașini de frezat la rece. Atunci când o mașină de frezat rutier trece peste o suprafață de pavaj de asfalt sau beton, aceste scule mici, dar extraordinar de dure, cu vârf de carbură, fac munca efectivă de spargere, tăiere și îndepărtare a materialului de pavaj. Fiecare unealtă este o componentă proiectată cu precizie, constând dintr-un corp de oțel, un suport din oțel călit sau un ansamblu de bloc și un vârf de carbură de tungsten lipit sau montat prin presare la capătul de tăiere. Vârful din carbură de tungsten este punctul de lucru al sculei - contactează direct pavajul și trebuie să reziste la solicitările combinate de impact, abraziune, compresie și căldură generate în timpul frezării la viteze de rotație a tamburului care pot depăși 100 de rotații pe minut.
Motivul pentru care carbura de tungsten este materialul ales pentru vârfurile sculelor de frezat drumuri este combinația sa extraordinară de duritate și rezistență la uzură. Cu un grad de duritate de aproximativ 9,5 pe scara Mohs – a doua după diamant – și o rezistență la compresiune care depășește cu mult oțelul de mare viteză sau alte materiale pentru scule, carbura de tungsten își menține geometria de tăiere mult mai mult decât materialele alternative atunci când este supus la condițiile extreme de abraziune ale frezării pavajului. Acest lucru se traduce direct în frecvență mai mică de înlocuire a sculei, timp de nefuncționare redus al mașinii, o mai bună consistență a calității tăiate pe toată durata de viață a sculei și, în cele din urmă, un cost total mai mic pe metru pătrat de suprafață frezată. În operațiunile de reabilitare a drumurilor și de întreținere a pavajului în care consumul de scule este unul dintre cele mai semnificative costuri variabile de operare, calitatea și specificațiile sculelor de frezat cu carbură de tungsten au un impact măsurabil asupra profitabilității proiectului.
Anatomia unui pick de frezare cu carbură de tungsten
Înțelegerea structurii unei scule de frezat din carbură ajută la explicarea de ce diferitele modele funcționează diferit în diferite condiții de pavaj și de ce potrivirea specificațiilor sculei cu aplicația este atât de importantă pentru obținerea performanțelor optime și a duratei de viață a sculei.
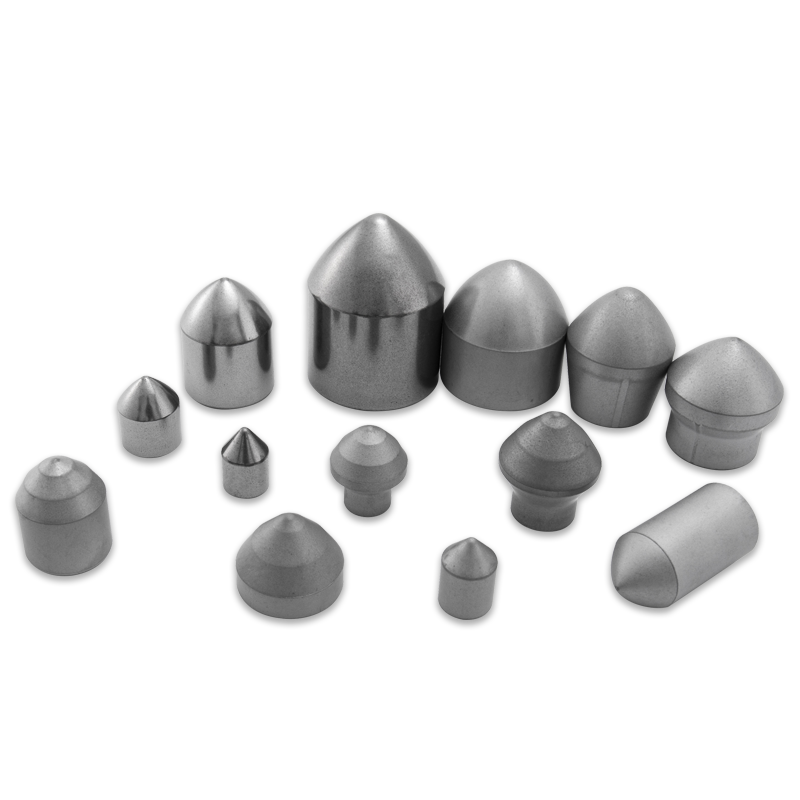
Vârful din carbură de tungsten
Vârful din carbură este componenta cea mai critică din punct de vedere tehnic a unei scule de frezat drum. Este fabricat din carbură de tungsten cimentată - un material compozit produs prin sinterizarea pulberii de carbură de tungsten cu un liant metalic, cel mai frecvent cobalt, la temperaturi și presiuni foarte ridicate. Proprietățile vârfului de carbură finit sunt determinate de mărimea granulelor pulberii de carbură de tungsten, conținutul de liant de cobalt și condițiile de sinterizare. Calitățile de carbură cu granulație fină cu conținut mai scăzut de cobalt (6–8%) oferă duritate și rezistență la uzură maximă, făcându-le potrivite pentru aplicații cu abraziune ridicată, cum ar fi frezarea agregatelor dure sau a pavajelor din beton. Granulele mai grosiere cu conținut mai mare de cobalt (10–12%) sacrifică o anumită duritate pentru o tenacitate și rezistență la impact îmbunătățite, făcându-le mai potrivite pentru aplicațiile de frezare care implică încărcare la impact, cum ar fi lucrul pe pavaje puternic fisurate sau neregulate, unde unealta este supusă la impacturi puternice intermitente. Geometria vârfului — unghiul conului, raza vârfului și forma generală — influențează cât de eficient pătrunde pe pavaj și modul în care forțele de tăiere sunt distribuite prin corpul sculei în timpul frezării.
Corpul sculei și tija
Corpul sculei din oțel transmite forțele de așchiere de la vârful din carbură către ansamblul suportului de scule și al tamburului. Este fabricat în mod obișnuit din oțel aliat cu carbon mediu care este tratat termic pentru a oferi o combinație echilibrată cu grijă de duritatea suprafeței - pentru a rezista la uzura abrazivă a materialului de pavaj care curge pe lângă corp în timpul tăierii - și tenacitatea miezului pentru a absorbi sarcinile de impact fără a se fractura. Diametrul tijei este o dimensiune standardizată care trebuie să se potrivească cu alezajul suportului sculei în care este introdus. Cel mai obișnuit diametru al tijei pentru sculele de frezat rutier este de 22 mm, deși tijele de 25 mm și 30 mm sunt utilizate pe mașini grele și configurații specifice de tambur. Un inel dur de protecție împotriva uzurii este adesea aplicat în jurul bazei vârfului din carbură pe modelele de scule premium pentru a proteja corpul de oțel în zona de uzură ridicată imediat din spatele vârfului, prelungind durata de viață a corpului și reducând frecvența la care trebuie înlocuită întreaga unealtă chiar și atunci când vârful din carbură este încă funcțional.
Suportul pentru scule și sistemul de blocuri
Uneltele de frezat drumuri nu sunt sudate direct pe tambur. Acestea sunt introduse în suporturi de scule - numite și suporturi de bloc sau blocuri de bază - care sunt sudate pe suprafața tamburului într-un model specific. Suportul de scule îndeplinește două funcții critice: asigură poziționarea unghiulară precisă a sculei în raport cu suprafața tamburului, ceea ce determină geometria de tăiere și fluxul de material și permite înlocuirea rapidă a sculei pe teren, fără a fi nevoie de sudarea sau prelucrarea tamburului în sine. Interfața sculă-suport folosește un sistem de reținere a arcului - de obicei un inel de fixare sau o clemă cu arc în jurul tijei sculei - care ține în siguranță unealta în timpul funcționării, permițând în același timp să fie scoasă cu un pumn și înlocuită în câteva secunde când este uzată. Corpul suportului în sine este un element de uzură care trebuie, de asemenea, monitorizat și înlocuit periodic, deoarece uzura excesivă a suportului provoacă alinierea greșită a sculei care accelerează deteriorarea vârfului de carbură și reduce calitatea frezării.
Cum sunt aranjate sculele de frezat cu carbură pe tambur și de ce contează
Modelul în care scule de frezat drum din carbură de tungsten sunt montate pe tambur - distanța lor, orientarea unghiulară și configurația rândurilor - este la fel de importantă ca și sculele în sine în determinarea performanței de frezare. Configurația tamburului este concepută pentru a echilibra mai multe cerințe concurente: eficiența tăierii, calitatea texturii suprafeței, fluxul de material prin carcasa tamburului, caracteristicile vibrațiilor și distribuția sarcinii de tăiere între unelte individuale.
Uneltele sunt aranjate în rânduri elicoidale în jurul circumferinței tamburului, unghiul spiralei și distanța dintre sculă și sculă în fiecare rând determinând modelul de tăiere rămas pe suprafața frezată. O distanță mai fină a sculelor - mai multe unelte pe unitatea de lățime a tamburului - produce o textură mai netedă a suprafeței frezate, cu nervuri mai mici între tăieturile individuale ale sculei, ceea ce este important atunci când suprafața frezată va fi folosită ca suprafață de rulare temporară înainte de repapare sau când regularitatea suprafeței este critică pentru aderența ulterioară a stratului de pavaj. Distanța mai mare a sculelor produce o textură mai grosieră care generează o îndepărtare mai agresivă a materialului per unealtă și reduce puterea necesară pe unitate de suprafață, ceea ce poate fi avantajos în operațiunile de frezare adâncă, unde productivitatea este prioritară față de calitatea finisajului suprafeței.
Orientarea unghiulară a fiecărui suport de sculă pe tambur - atât unghiul radial (cât de departe se înclină scula în direcția de rotație), cât și unghiul lateral (înclinarea laterală a axei sculei în raport cu axa tamburului) - controlează modul în care vârful de carbură angajează pavajul, cum sunt distribuite forțele de tăiere și cum materialul frezat este direcționat în sistemul de transport. Precizia în ingineria configurației tamburului este unul dintre principalele diferențieri între mașinile de frezat de înaltă performanță de la producători de top și alternativele de calitate inferioară care pot atinge rate acceptabile de îndepărtare a materialului, dar produc o textură inferioară a suprafeței, rate mai mari de uzură a sculei și vibrații mai mari ale mașinii.
Tipuri de scule de frezat rutier din carbură de tungsten și aplicațiile lor specifice
Piața uneltelor de frezat rutier oferă mai multe tipuri de scule distincte optimizate pentru diferite materiale de pavaj, adâncimi de frezare, dimensiuni ale mașinii și priorități de performanță. Selectarea tipului corect de sculă pentru aplicația specifică este una dintre cele mai importante decizii în gestionarea costurilor și productivității sculelor de frezare.
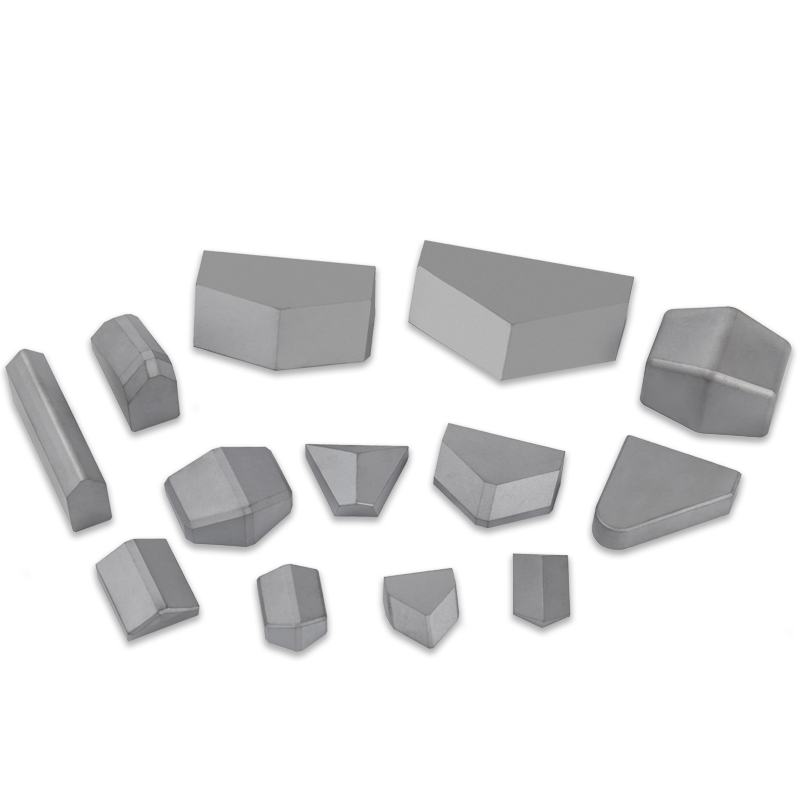
| Tip instrument | Geometria vârfului din carbură | Cea mai bună aplicație | Avantaj cheie |
| Picătură conică standard | Con ascuțit, rază medie a vârfului | Frezare generală a asfaltului, îndepărtarea stratului de suprafață | Versatil, rentabil, disponibil pe scară largă |
| Pic de vârf balistic | Profil balistic rotunjit, rază mai mare a vârfului | Asfalt cu agregate dure, materiale de pavaj abrazive | Rezistență superioară la uzură în condiții extrem de abrazive |
| Picătură plată sau daltă | Față plată sau ușor curbată | Frezarea fină, profilarea suprafeței, tăierea benzilor rumble | Produce o textură mai netedă a suprafeței, un control precis al adâncimii |
| Pic de frezat beton | Vârf foarte gros, corp întărit | Îndepărtarea pavajului din beton de ciment Portland | Rezistență ridicată la impact pentru comportamentul la rupere fragil al betonului |
| Class economic/standard | Geometrie standard, calitate inferioară de carbură | Asfalt cu abraziune redusă, durate scurte de proiect | Costuri inițiale mai mici acolo unde durata de viață a sculei nu este principalul motor |
| Premium / grad de viață extins | Geometrie optimizată, carbură de calitate superioară, corp ranforsat | Frezare de mare producție, pavaj abraziv sau variabil | Durată maximă de viață a sculei, cel mai mic cost pe metru pătrat pe întregul proiect |
Factori care determină cât durează biți de frezat cu carbură în câmp
Durata de viață a sculei este metrica care determină cel mai direct economia de exploatare a unui proiect de frezare rutieră. Numărul de metri pătrați de pavaj care pot fi frezați per set de scule variază enorm - de la câteva mii de metri pătrați în condițiile cele mai solicitante la zeci de mii de metri pătrați în condiții favorabile - iar înțelegerea variabilelor care conduc această variație ajută operatorii și managerii de proiect să ia decizii mai bune cu privire la selecția sculelor, setările mașinii și practicile de operare.

Duritatea materialului pavajului și tipul agregatului
Factorul cel mai influent în durata de viață a sculei de frezat din carbură este duritatea și abrazibilitatea materialului de pavaj tăiat. Pavajele de asfalt care conțin agregate igneoase dure, cum ar fi cuarțitul, granitul sau bazaltul, sunt semnificativ mai abrazive decât cele care folosesc agregate mai moi de calcar sau gresie, iar ratele de uzură a sculelor pot fi de două până la patru ori mai mari în aceleași condiții de frezare. Betonul armat este cel mai solicitant material - combinația de agregat dur, pastă de ciment și armătură din oțel creează uzură extremă și încărcare la impact care limitează durata de viață a sculei la o mică parte din ceea ce este realizabil în asfalt. Înțelegerea geologiei agregate a pavajului care este frezat înainte de începerea lucrării este o contribuție importantă pentru prognoza realistă a consumului de scule.
Adâncimea de frezare și parametrii de funcționare a mașinii
Tăieturile de frezare mai adânci măresc încărcarea pe unealta, căldura generată la interfața de tăiere și volumul de material pe care fiecare unealtă trebuie să prelucreze pe unitatea de timp, toate acestea accelerând uzura. Operarea mașinii de frezat la viteze de înaintare mai mari decât cele adecvate pentru adâncimea de frezare și duritatea pavajului crește sarcina de așchii pe fiecare unealtă și poate cauza ruperea vârfului de carbură, mai degrabă decât uzura abrazivă graduală - un mod de eșec mult mai distructiv. Viteza de rotație a tamburului contează și ea: rularea tamburului mai rapid decât este necesar pentru material crește frecvența impactului fără a îmbunătăți productivitatea și crește temperatura vârfului, ceea ce reduce duritatea carburilor și accelerează uzura. Optimizarea combinației dintre viteza de avans, adâncimea de frezare și viteza de rotație a tamburului pentru materialul specific de pavaj este una dintre cele mai eficiente pârghii pentru extinderea duratei de viață a sculei fără a compromite ratele de producție.
Performanța sistemului de pulverizare cu apă
Mașinile de frezat rutiere sunt echipate cu un sistem de pulverizare cu apă care direcționează apa către tambur și unelte în timpul funcționării. Acest sistem îndeplinește două funcții critice: răcirea vârfurilor de carbură pentru a preveni pierderea durității cauzate de căldură și fisurarea termică și suprimarea norului de praf generat de procesul de frezare. Un sistem de pulverizare cu apă care funcționează corespunzător, cu debit adecvat și poziționare corectă a duzelor care vizează fiecare rând de scule poate prelungi durata de viață a sculei din carbură cu 20-40%, comparativ cu funcționarea fără apă sau cu un sistem de pulverizare prost întreținut. Duzele de pulverizare blocate sau nealiniate sunt o cauză comună și ușor de trecută cu vederea a uzurii premature a sculei, iar verificarea sistemului de pulverizare la începutul fiecărei ture ar trebui să fie o parte standard a configurației mașinii.
Rotația sculei și monitorizarea uzurii
Picăturile de frezat din carbură de tungsten sunt proiectate să se rotească liber în suporturile lor în timpul funcționării, distribuind uzura uniform pe circumferința vârfului din carbură. O unealtă care nu se poate roti - deoarece orificiul suportului său este uzat, contaminat cu resturi sau tija sculei este corodata - se uzează asimetric, dezvoltând un punct plat pe o parte a vârfului care îi reduce dramatic eficiența de tăiere și durata de viață. Inspecția regulată a rotației sculei în timpul funcționării, lubrifierea tijelor sculei în timpul înlocuirii și înlocuirea suporturilor uzate înainte ca acestea să provoace restricții de rotație a sculei sunt practici esențiale pentru maximizarea rentabilității investiției în calitățile premium de scule din carbură.
Cum să inspectați, să înlocuiți și să gestionați sculele de frezare cu carbură de tungsten la locul de muncă
Gestionarea eficientă a sculelor în domeniu necesită o abordare sistematică a inspecției, a programării înlocuirii și a evidenței, care depășește simpla schimbare a instrumentelor atunci când acestea eșuează vizibil. Un program proactiv de gestionare a sculelor reduce timpul neplanificat, îmbunătățește consecvența calității suprafeței și scade costul total al sculei per proiect prin identificarea timpurie a tiparelor de uzură și abordând cauzele lor fundamentale înainte ca acestea să escaladeze.
- Stabiliți un interval regulat de inspecție: Inspectați tamburul plin la un interval definit - de obicei la fiecare 2-4 ore de operare de frezare, în funcție de condiții - în loc să așteptați să apară probleme vizibile. Uzura inițială a sculei este mult mai ușor și mai ieftin de gestionat decât defecțiunea catastrofală a sculei care deteriorează suporturile și componentele tamburului. Utilizați o lanternă și o oglindă pentru a inspecta partea inferioară a tamburului în timp ce acesta este staționar, cu mașina oprită și blocată în siguranță.
- Înlocuiți instrumentele în grupuri și nu individual: Când mai multe unelte într-un rând sau secțiune prezintă o uzură semnificativă, înlocuiți întregul grup și nu doar sculele individuale cele mai uzate. Seturile de scule cu uzură mixtă creează o distribuție neuniformă a sarcinii pe tambur, supraîncărcând uneltele mai noi adiacente celor foarte uzate și accelerând uzura acestora la rândul lor. Înlocuirea sculelor în grupuri sistematice menține un profil de uzură constant pe tambur.
- Inspectați suporturile de fiecare dată când o unealtă este schimbată: Măsurați diametrul orificiului suportului cu un manometru sau verificați dacă există uzură ovală vizibilă, crăpături sau decolorare termică ori de câte ori este îndepărtată o unealtă. Un orificiu suport care s-a uzat supradimensionat – de obicei cu mai mult de 0,5 mm peste diametrul nominal al alezajului – nu va reține corect noua tijă a sculei, prevenind rotirea sculei și provocând uzura prematură a sculei de înlocuire. Înlocuiți imediat suporturile uzate, în loc să le reutilizați.
- Înregistrați consumul de scule în funcție de poziția tamburului: Urmărirea pozițiilor de pe tambur care consumă sculele cel mai rapid dezvăluie modele sistematice de uzură care indică probleme operaționale specifice — acoperire inadecvată a pulverizării cu apă pe anumite rânduri, alinierea greșită a suportului într-o secțiune a tamburului sau condiții de pavaj care sunt deosebit de agresive în anumite zone ale tăieturii. Aceste date sunt de neprețuit pentru diagnosticarea și corectarea problemelor de uzură din cauza rădăcinilor, mai degrabă decât pentru pur și simplu înlocuirea reactivă a sculelor.
- Utilizați instrumentele corecte de extragere și instalare: Folosirea poansonelor improvizate sau incorecte și a instrumentelor de instalare pentru a îndepărta și așeza piatele de frezat deteriorează coapsele sculei, alezajele suportului și clemele cu arc de reținere, provocând probleme de potrivire care afectează atât siguranța de reținere a sculei, cât și performanța rotației. Utilizați întotdeauna unelte de extracție și instalare specificate de producător și instruiți tot personalul de teren cu privire la procedura corectă înainte de a le permite să efectueze întreținerea tamburului.
- Depozitați corect uneltele și suporturile de rezervă: Carbura de tungsten este casantă și se poate ciobi sau crăpa dacă uneltele sunt aruncate liber într-un recipient metalic de depozitare, unde se ciocnesc în timpul transportului. Depozitați uneltele de rezervă în tăvi împărțite sau în suporturi tip tub care împiedică contactul între vârfurile individuale din carbură. Păstrați depozitarea uscată pentru a preveni coroziunea tijei care afectează rotația și îngreunează extracția viitoare a sculei.
Unelte de frezare cu carbură OEM vs. Piețe de schimb: Cum să evaluați diferența de cost real
Una dintre cele mai frecvente decizii de cumpărare cu care se confruntă antreprenorii de freza rutieră este dacă să utilizeze unelte de frezat cu carbură de tungsten ale producătorului de echipamente originale (OEM) sau alternative de la terți furnizori. Diferența de preț între piesele de frezat rutier OEM și aftermarket din carbură poate fi substanțială - sculele aftermarket sunt adesea cu 30-60% mai ieftine pe unitate decât echivalentele OEM - dar comparația relevantă nu este prețul unitar, ci costul pe metru pătrat de pavaj frezat, care depinde de durata de viață a sculei, rata de defecțiuni și orice costuri din aval cauzate de deteriorarea suportului sau problemele legate de calitatea suprafeței.
Sculele de frezat din carbură OEM premium de la producători precum Wirtgen, Kennametal, Element Six și Betek sunt proiectate și testate special pentru configurațiile tamburului și condițiile de funcționare ale mașinilor cu care sunt furnizate. Acestea folosesc grade de carbură specificate cu precizie, geometrii optimizate ale vârfurilor și tratament termic controlat al corpului sculei, care sunt validate pentru a oferi ținte definite de viață a sculei în condiții specificate. Toleranțele pentru gradul de carbură și geometria vârfului în sculele OEM premium sunt menținute la specificații mai stricte decât multe alternative cu costuri mai mici de pe piața de schimb, iar această consistență se reflectă în durata de viață mai previzibilă a sculei și rate mai mici de eșec în funcționare.
Furnizorii de renume de scule de frezat din carbură de pe piața de schimb care investesc în controlul calității metalurgice, folosesc grade echivalente de carbură și fabrică la toleranțe dimensionale compatibile cu sistemele de suport țintă pot oferi o valoare reală. Riscul constă în sculele aftermarket de calitate inferioară, care utilizează grade inferioare de carbură, cu structură de granulație mai grosieră și conținut inconsecvent de cobalt, lipirea prost controlată a vârfului pe corp, care duce la pierderea prematură a vârfului, sau toleranțe dimensionale care au ca rezultat o potrivire proastă în suport și o rotație limitată a sculei. Evaluarea instrumentelor aftermarket necesită desfășurarea de teste controlate pe teren care să compare costul total pe metru pătrat - luând în considerare rata consumului de scule, uzura suportului și orice probleme de calitate - mai degrabă decât simpla comparare a prețului de achiziție per unealtă. O unealtă care costă cu 40% mai puțin, dar se uzează de două ori mai repede, nu oferă nicio economie de costuri și poate genera costuri suplimentare prin uzura sporită a suportului și timpi de nefuncționare a tamburului.
Potrivirea specificațiilor sculelor din carbură cu aplicațiile obișnuite de frezare rutieră
Diferitele aplicații de frezare rutieră impun cerințe fundamental diferite pentru uneltele de frezat cu carbură de tungsten, iar utilizarea unei scule de uz general în toate aplicațiile este rareori cea mai rentabilă abordare. Alinierea specificațiilor sculei la tipul de aplicație este o modalitate simplă de îmbunătățire a economiei sculei fără a modifica volumul de achiziții sau a negocia prețuri mai bune.
- Îndepărtarea cursului de suprafață (0–40 mm adâncime) pe drumurile urbane: Aceasta este aplicația cu cel mai mare volum pentru antreprenorii de frezat drumuri și implică tăierea relativ superficială a asfaltului standard la viteze moderate ale mașinii. Picăturile conice standard din carbură într-o carbură de calitate medie sunt alegerea potrivită. Prioritatea este durata de viață constantă a sculei și calitatea suprafeței, mai degrabă decât rezistența extremă la uzură, iar gradele standard oferă de obicei cel mai bun rezultat cost-pe-metru pătrat în aceste condiții previzibile.
- Frezare adâncă și recuperare la adâncime completă (40–300 mm): Operațiunile de frezare în adâncime supune sculele la sarcini și temperaturi substanțial mai mari decât frezarea la suprafață, iar bucățile mai mari de material frezat generate la adâncime creează o încărcare de impact mai mare asupra sculelor individuale. Picatele din carbură de calitate premium cu corpuri ranforsate și conținut mai mare de cobalt pentru o rezistență îmbunătățită la impact sunt alegerea mai bună aici, chiar dacă costul unitar este mai mare, deoarece duritatea îmbunătățită în condiții de încărcare puternică la impact previne fracturile vârfului care fac sculele standard neeconomice în aplicațiile de frezare adâncă.
- Frezare autostrăzi și aerodrom cu agregat dur: Pavajele de autostrăzi cu trafic intens utilizează frecvent cuarțit sau agregat de granit care creează abraziune extremă pe vârfurile sculelor din carbură. Picăturile balistice din carbură cu vârf cu granulație fină, cu conținut scăzut de cobalt, formulate special pentru rezistență maximă la uzură în condiții de abraziune ridicată, vor depăși în mod constant tăietorii standard în aceste aplicații, oferind mult mai mulți metri pătrați per unealtă, în ciuda costului unitar mai ridicat.
- Frezarea și scarificarea pavajului de beton: Frezarea betonului din ciment Portland este cea mai solicitantă aplicație pentru sculele de frezat drumuri din carbură. Duritatea extremă a agregatului de beton, combinată cu comportamentul fragil la rupere a betonului care creează bucăți mari de material neregulat și încărcări mari de impact asupra sculelor, necesită tăieturi de frezat beton dedicate cu vârfuri de carbură foarte groase, corpuri de oțel armat și grade de carbură optimizate pentru duritate față de duritatea pură. Folosirea pichetelor de frezat asfalt în beton este o economie falsă — rata de eșec și consumul de scule vor depăși cu mult diferența de cost între sculele de uz general și cele specifice betonului.
Produsele noastre //
Produse înrudite


Dacă sunteți interesat de produsele noastre, vă rugăm să ne consultați
