
RO
Inserții din carbură de tungsten pentru mașini de forat tuneluri: ce sunt și de ce contează
Știri din industrie-Rolul inserțiilor din carbură de tungsten în forajul tunelului
Inserțiile din carbură de tungsten pentru mașinile de forat tunel sunt principalele elemente de tăiere responsabile de fracturarea, răzuirea și dezagregarea formațiunilor de rocă și sol de la fața tunelului. Fiecare metru de avans în tunel în condiții de teren dur sau mixt depinde de capacitatea acestor inserții de a-și menține geometria de tăiere, de a rezista la uzura abrazivă și de a absorbi impactul enorm și forțele de compresiune generate atunci când un cap de tăiere rotativ cuplează roca la adâncime. Fără inserții de carbură specificate și întreținute în mod corespunzător, ratele de penetrare scad brusc, consumul de freze crește, iar economia întregului proiect de tunel se deteriorează rapid.
Inserțiile în sine sunt componente compacte - de obicei variind de la câțiva milimetri la câțiva centimetri în dimensiunile lor critice - dar sunt proiectate la un nivel excepțional de înalt de precizie. Calitatea de carbură de tungsten, conținutul de liant, dimensiunea granulelor, geometria plăcuței și sistemul de montare prin lipire sau prin presare sunt toate variabile pe care producătorul plăcuței le optimizează pentru aplicația specifică de tăiere. O specificație de inserție din carbură care funcționează bine în calcar se va uza prematur sau se va fractura în granit sau cuarțit și invers. Înțelegerea de ce este cazul - și cum să faceți alegerea corectă a specificațiilor - este cunoștințele practice care separă achiziția eficientă de scule TBM de încercarea și eroarea costisitoare în domeniu.
Ce este carbura de tungsten și de ce este utilizată în sculele de tăiere TBM
Carbura de wolfram (WC) este un compus chimic de tungsten și carbon care, în forma sa sinterizată pură, este unul dintre cele mai dure materiale de inginerie disponibile - pe locul doi după diamant și nitrură de bor cubic printre materialele de tăiere practice comerciale. În produsele din carbură cimentată utilizate pentru inserțiile TBM, granulele de carbură de tungsten sunt legate împreună cu un liant metalic - aproape universal cobalt (Co), deși lianții de nichel și nichel-crom sunt utilizați în clase specifice rezistente la coroziune - printr-un proces de metalurgie a pulberilor care implică presare și sinterizare în fază lichidă la temperaturi peste 1300°C.
Rezultatul este un material compozit în care granulele dure WC oferă duritate extremă și rezistență la uzură, în timp ce matricea de liant de cobalt oferă duritate și rezistență la rupere la impact. Perspectiva critică este că duritatea și tenacitatea există în tensiune în carbura cimentată - creșterea uneia se face, în general, în detrimentul celeilalte. Calitățile cu conținut scăzut de cobalt și granulație fină sunt mai dure și mai rezistente la uzură, dar mai fragile; calitățile cu conținut mai mare de cobalt și granulație mai grosieră sunt mai dure și mai rezistente la impact, dar se uzează mai repede în condiții abrazive. Selectarea calității potrivite pentru o inserție de carbură TBM înseamnă găsirea unei poziții optime pe acest compromis duritate-rezistență pentru tipul specific de rocă, abrazibilitatea formării și mecanismul de tăiere implicat.
În special pentru aplicațiile TBM, carbura cimentată depășește toate alternativele practice. Vârfurile de oțel nu au duritatea necesară pentru a rezista uzurii rocii abrazive la rate de penetrare acceptabile. Ceramica oferă duritate competitivă, dar duritate la rupere insuficientă pentru a supraviețui încărcăturii de impact de pe fața tunelului. Uneltele cu vârf diamantat sunt folosite în aplicații specifice de mare valoare, dar sunt impracticabile pentru volumul de elemente de tăiere necesare pentru un cap de tăiat TBM complet. Combinația carburii cimentate de duritate, tenacitate, stabilitate termică și fabricabilitate la scară industrială face din aceasta soluția standard pentru plăcuțele de tăiere TBM pentru roci dure și mixte în industria tunelurilor globale.
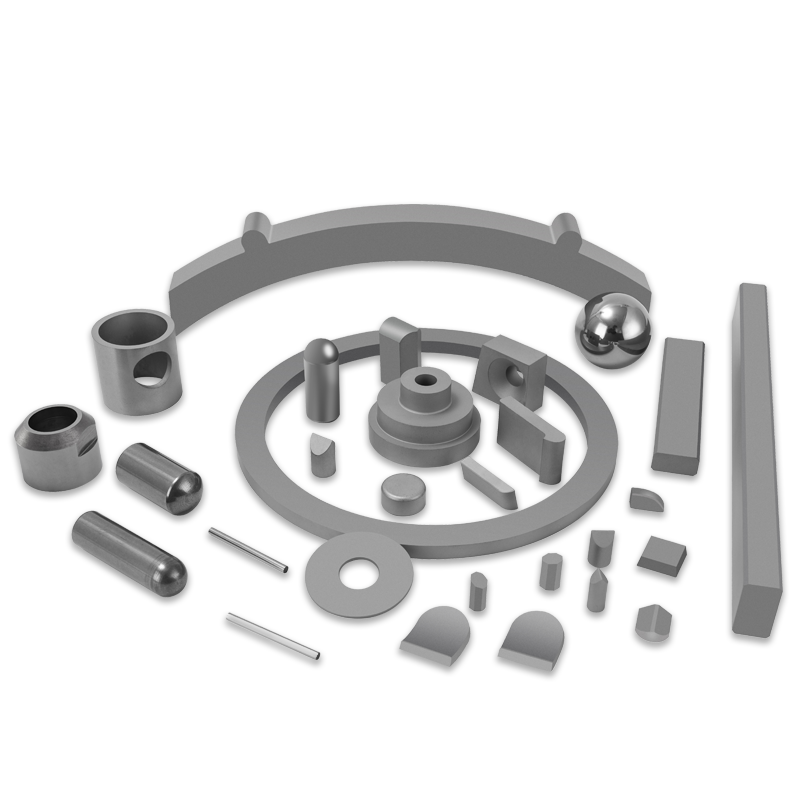
Tipuri de inserții din carbură TBM și funcțiile acestora
Nu toate inserțiile din carbură de tungsten de pe un cap de tăiere TBM îndeplinesc aceeași funcție. Capul de tăiere este un ansamblu complex de diferite tipuri de scule, fiecare poziționat pentru a îndeplini o sarcină specifică în procesul de spargere a rocii și de îndepărtare a materialului. Înțelegerea distincțiilor dintre aceste tipuri de plăcuțe este fundamentală pentru a specifica calitatea și geometria de carbură potrivite pentru fiecare poziție.
Inserții de tăiat disc
Frezele cu discuri sunt principalele instrumente de tăiere pe tunelurile de rocă dură. O tăietoare cu disc constă dintr-un inel de oțel - discul - montat pe un ansamblu butuc care îi permite să se rotească liber pe măsură ce capul de tăiere se rotește. Marginea discului intră în contact cu suprafața stâncii și generează fracturi de întindere printr-un mecanism de indentare prin rulare, mai degrabă decât prin tăiere directă. Inserțiile din carbură de tungsten în aplicațiile de tăiere cu discuri sunt în mod obișnuit încorporate în marginea inelului discului sau utilizate ca material pentru marginea de contact în modelele de disc compozit. Aceste inserții trebuie să reziste la solicitări mari de compresiune la punctul de contact cu roca, la oboseala din ciclurile repetate de impact și la uzura abrazivă de la mineralele dure - în special cuarțul - din matricea rocii. Clasele cu conținut mediu de cobalt (8–12% Co) și granulație fină până la medie sunt specificate în mod obișnuit pentru inserțiile de tăiere cu discuri în aplicații cu roci dure.
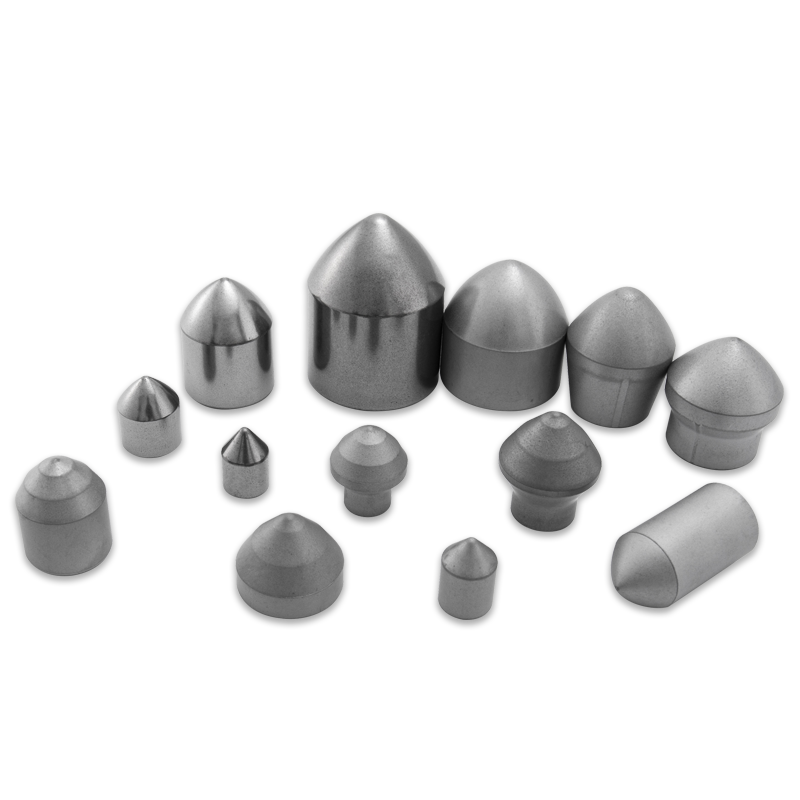
Inserții de butoane și știfturi pentru instrumentele de glisare
În condiții de teren moale până la mediu dur și cu suprafețe mixte, TBM-urile folosesc unelte de tragere - răzuitori, raclete și freze de măsurare - echipate cu butoni din carbură de tungsten sau inserții cu știfturi care angajează formația într-o acțiune de răzuire sau forfecare. Inserțiile pentru nasturi sunt forme semisferice sau cu profil balistic de carbură, montate prin presare în corpul sculei din oțel; Inserțiile de știfturi sunt tije cilindrice cu un vârf întărit, de asemenea montate prin presare sau lipite în locuri pregătite. Aceste inserții suferă sarcini de compresiune mai mici decât inserțiile de tăiere cu disc, dar sunt supuse la forțe laterale mai mari de forfecare și la un impact mai variabil de la contactele mixte rocă-sol. Gradele cu conținut mai mare de cobalt (12–16% Co) și granulație mai grosieră oferă duritatea necesară pentru a rezista la rupere în aceste condiții de încărcare, cu prețul unei anumite rezistențe la abraziune în raport cu clasele mai dure cu conținut scăzut de cobalt.
Inserții pentru calibre și tăietor de calibre
Dispozitivele de tăiere sunt poziționate la perimetrul exterior al capului de tăiere TBM și decupează profilul tunelului la diametrul necesar. Aceștia experimentează o combinație dintre cele mai mari viteze de tăiere - deoarece parcurg cea mai mare distanță circumferențială pe rotație - și încărcare semnificativă de impact din neregularitățile profilului și condițiile mixte ale solului la limita tunelului. Plăcuțele de tăiere de calibrare sunt supuse unora dintre cele mai severe condiții de uzură a capului de tăiere, motiv pentru care sunt adesea specificate în grade mai dure sau cu dimensiuni mai mari ale plăcuței, care oferă mai mult volum de carbură pentru a rezista la uzură înainte ca insertul să fie înlocuit.
Inserții pentru roată de cupă și vârf de spițe
La EPB (Earth Pressure Balance) și tunelurile de șlam care funcționează în condiții de sol moale sau de suprafață mixtă, spițele capului de tăiere și deschiderile roții cu cupe sunt prevăzute cu elemente de uzură cu vârf din carbură care protejează structura de oțel de uzura abrazivă, pe măsură ce materialul slăbit este introdus în mașină. Aceste inserții de protecție la uzură sunt, în general, specificate în grade de rezistență ridicată care rezistă la impactul fragmentelor de rocă și incluziunilor dure în fluxul de gunoi, dând prioritate integrității structurale față de ascuțirea muchiei de tăiere.
Selectarea gradului de carbură în funcție de tipul de rocă și abraziva
Condițiile geologice de la fața tunelului sunt factorul principal de selecție a gradului de inserție din carbură. Abrazivitatea rocii - cuantificată prin teste standardizate, cum ar fi indicele de abrazibilitate Cerchar (CAI) și testul abrazimetrului LCPC - prezice direct rata la care inserțiile de carbură se vor uza și probabilitatea unei fracturi catastrofale sub încărcarea la impact. Potrivirea gradului de inserție cu abrazibilitatea rocii este cea mai importantă decizie în specificațiile inserției din carbură TBM.
| Tip Rock | Gama CAI tipică | Continut recomandat | Dimensiunea boabelor | Mecanism primar de uzură |
| Calcar/Marmură | 0,1–0,5 | 10–14% | Mediu | Abraziune scăzută; impact din planurile de fractură |
| Gresie | 0,5–2,5 | 8–12% | Fin spre mediu | Abraziune moderată din boabele de cuarț |
| granit | 2,0–4,5 | 6–10% | Bine | abraziune ridicată; crăpare de oboseală |
| Cuarțit | 3,5–6,0 | 6–9% | De la ultrafin la fin | abraziune severă; microciparea |
| Bazalt / Dolerit | 1,5–3,5 | 8–12% | Fin spre mediu | Abraziune și impact de la incluziuni dure |
| Față mixtă / Till glaciar | Variabilă | 12–16% | Mediu to coarse | Fractură de impact de la pietricele; abraziune variabilă |
Pragul CAI de aproximativ 2,0 este un punct de decizie practic în alegerea gradului de carbură. Sub această valoare, clasele cu conținut mai ridicat de cobalt cu granulație medie oferă un echilibru bun între duritate și rezistență la uzură. Peste CAI 2.0, rata de uzură abrazivă a claselor mai mari de cobalt devine neeconomică, iar specificația ar trebui să se orienteze către un conținut mai scăzut de cobalt, grade de granule mai fine care mențin duritatea cu prețul unei anumite tenacități. În formațiunile de peste CAI 4.0 — cuarțit extrem și unele conglomerate abrazive — chiar și clasele premium cu granulație fină și conținut scăzut de cobalt se uzează rapid, iar frecvența de înlocuire a inserției devine un factor de planificare a proiectului, mai degrabă decât un cost evitabil.
Geometria inserției și efectul acesteia asupra performanței de tăiere
Geometria unei inserții TBM cu carbură de tungsten - forma profilului, unghiul vârfului și proporțiile dimensionale - determină modul în care se angajează pe suprafața rocii, cum distribuie stresul în corpul de carbură și modul în care evoluează performanța sa pe măsură ce inserția se uzează. Optimizarea geometriei este la fel de importantă ca și selecția calității în maximizarea duratei de viață a plăcuței și a eficienței de tăiere.
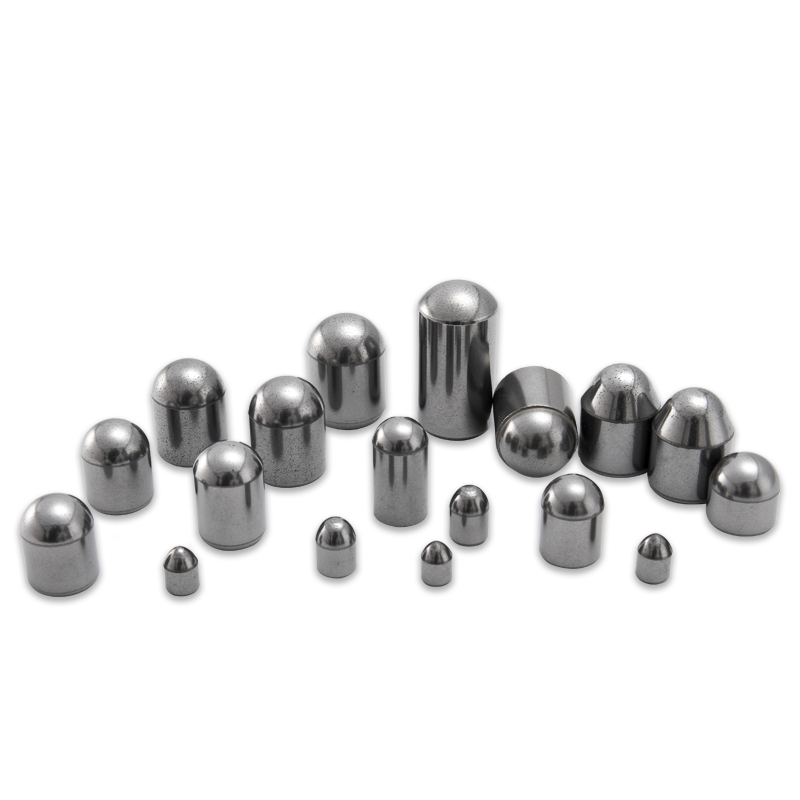
Inserții pentru butoane emisferice
Profilul emisferic este cea mai obișnuită geometrie pentru inserțiile pentru butoanele instrumentului de tragere pe teren moale până la mediu-dur. Vârful rotunjit distribuie uniform stresul de contact pe o suprafață mare, reducând concentrațiile de vârf ale tensiunii care ar provoca fracturi într-un profil mai ascuțit. Pe măsură ce emisfera se uzează, geometria ei evoluează treptat - o emisferă parțial uzată este încă un profil de tăiere funcțional, ceea ce înseamnă că insertul continuă să funcționeze printr-o parte semnificativă a volumului său înainte de a fi necesară înlocuirea. Principala limitare a profilului emisferic în roca tare este că necesită forțe de penetrare mai mari pentru a obține aceeași adâncime de adâncime în comparație cu profilele mai ascuțite, ceea ce reduce eficiența de tăiere în formațiunile în care forța de penetrare este factorul limitator.
Profile balistice și conice
Inserțiile balistice au un profil de vârf ogiv - rotunjit la vârf, dar trece la un corp mai cilindric la un unghi mai abrupt decât o emisferă. Această geometrie concentrează stresul de contact mai eficient decât o emisferă, îmbunătățind penetrarea în roci mai dure la aceeași forță aplicată, dar este mai susceptibilă la fractură dacă este lovită lateral sau este utilizată în formațiuni cu incluziuni dure. Inserțiile conice cu un unghi de vârf definit extind avantajul eficienței de penetrare și mai mult, dar sunt cele mai predispuse la fracturi dintre profilele standard. Inserțiile conice și balistice din carbură TBM sunt de obicei specificate pentru formațiunile în care eficiența de tăiere este prioritară, iar încărcarea la impact este previzibilă și gestionabilă.
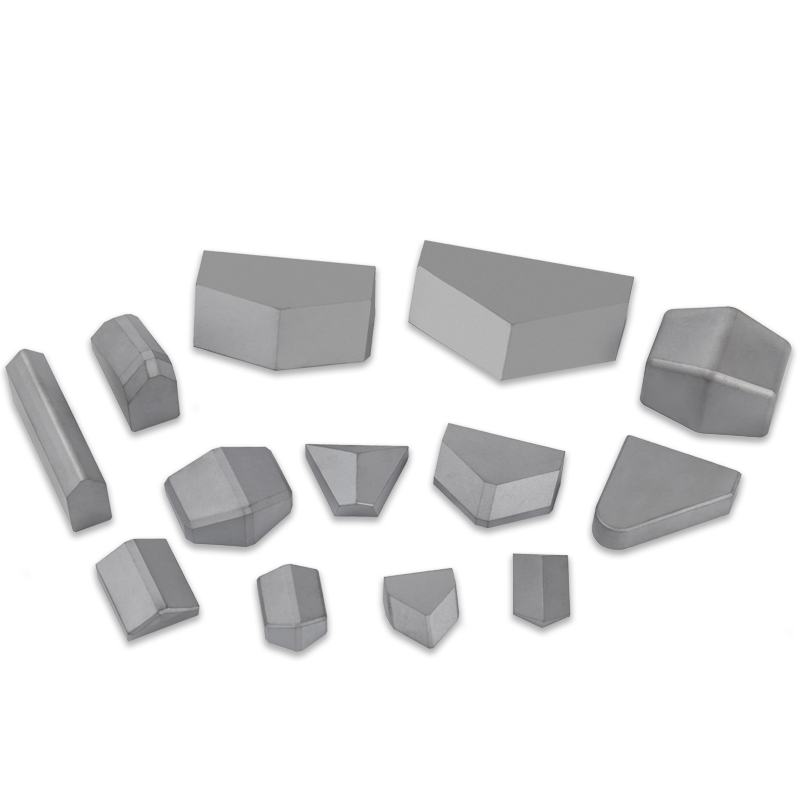
Profile de daltă și pană
Inserțiile cu profil daltă prezintă o muchie de tăiere liniară mai degrabă decât un contact punctual cu suprafața stâncii. Această geometrie este eficientă pentru forfecarea și răzuirea formațiunilor moi până la medii și este utilizată în mod obișnuit în pozițiile tăietoarelor și frezei de profil, unde este necesară o geometrie de tăiere definită. Marginea dalții se uzează rapid la un nivel plat în condiții abrazive, trecând mecanismul de tăiere de la forfecare la arat - o schimbare semnificativă a performanței care crește forța de tăiere necesară și generează mai multă căldură la suprafața plăcuței. Monitorizarea uzurii inserției daltă și înlocuirea la sau înainte de pragul de uzură plat este, prin urmare, mai critică în timp decât în cazul geometriilor inserției de buton.

Mecanisme de purtare și cum să le recunoașteți
Identificarea mecanismului specific de uzură care afectează inserțiile din carbură TBM în teren este punctul de plecare pentru diagnosticarea dacă specificația actuală a inserției este adecvată pentru condițiile solului și dacă intervențiile - schimbarea gradului, modificarea geometriei, ajustarea parametrilor de funcționare - sunt susceptibile de a îmbunătăți performanța. Principalele moduri de uzură sunt distincte ca aspect și au cauze diferite.
- Uzură abrazivă (uzură plată): Îndepărtarea progresivă a materialului de carbură de pe suprafața vârfului inserției prin granule minerale dure din rocă, producând o suprafață netedă, plană sau uzată cu fațete. Acesta este modul de uzură așteptat în formațiunile abrazive și indică faptul că inserția consumă volum de carbură la o rată determinată de abrazibilitatea rocii și duritatea gradului de carbură. Dacă rata de uzură plată este mai mare decât cea așteptată, luați în considerare trecerea la un cobalt mai scăzut, un grad de cereale mai fin - dar asigurați-vă că duritatea rămâne suficientă pentru condițiile de impact prezente.
- Așchiere și micro-fractură: Fracturarea la scară mică a vârfului de carbură, vizibilă ca rupturi neregulate ale marginilor sau textura suprafeței cu sâmburi. Așchierea indică de obicei că gradul actual este prea dur și fragil pentru condițiile de impact prezente - carbura se fracturează înainte ca liantul să se poată deforma și absorbi energia de impact. Acest mod de uzură este obișnuit atunci când un grad scăzut de cobalt specificat pentru condiții abrazive întâlnește incluziuni dure neașteptate sau zone de fractură. Soluția este de obicei creșterea conținutului de cobalt sau a mărimii granulelor pentru a îmbunătăți duritatea.
- Fractură grosieră: Rupere catastrofală a corpului inserției, pierderea unei părți semnificative sau a întregii inserții deasupra tijei de montare. Acest mod de defecțiune indică supraîncărcare severă - de obicei din cauza impactului cu bolovani neașteptat de dur, modificări bruște ale rezistenței formațiunii sau montare incorectă a inserției care creează concentrații de tensiuni la baza inserției. Fractura grosieră distruge imediat inserția și poate deteriora corpul sculei, ceea ce face ca acesta să fie un mod de eșec cu cost ridicat de evitat.
- Fisura termica: O rețea de fisuri de suprafață care radiază de la vârful inserției, numită uneori „verificarea căldurii”. Acest lucru are loc atunci când căldura de frecare la suprafața de tăiere provoacă cicluri termice rapide care depășesc rezistența la oboseală termică a carburii. Fisurarea termică este mai frecventă în condiții de tăiere uscată – indicând livrarea inadecvată a apei de răcire către fața sculei – sau când rata de penetrare este foarte mare, generând căldură de frecare susținută. Îmbunătățirea alimentării cu apă de răcire și revizuirea parametrilor de tăiere sunt răspunsurile principale la fisurarea termică.
- Leșierea liantului de cobalt: În apele subterane acide sau fluide poroase agresive chimic, liantul de cobalt din matricea de carbură poate fi dizolvat selectiv, lăsând un schelet de carbură slăbit care este foarte susceptibil la fractură. Acest mod de defecțiune este identificabil printr-o textura poroasă, gri a suprafeței de pe insert și este confirmat de analiza chimică a apei subterane. Calitățile de carbură lipită de nichel sau nichel-crom oferă o rezistență la coroziune semnificativ mai bună în condiții acide și ar trebui specificate atunci când leșierea liantului este un risc cunoscut sau suspectat.
Practici de instalare, inspecție și înlocuire
Performanța inserțiilor din carbură de tungsten în funcțiune este afectată semnificativ de calitatea instalării, de frecvența și rigoarea inspecției în timpul tunelului și de criteriile utilizate pentru a declanșa înlocuirea. Practica defectuoasă în oricare dintre aceste domenii reduce durata de viață a plăcuței și crește costurile de scule pe metru, indiferent de cât de bine este specificat calitatea de carbură.
Cerințe de instalare
Inserțiile de buton de fixare prin apăsare trebuie instalate cu o potrivire corectă între tija inserției și locașul pregătit în corpul sculei. Prea puțină interferență permite inserției să se rotească sau să se slăbească sub forțele de tăiere, accelerând uzura și ducând în cele din urmă la pierderea inserției; prea multă interferență generează tensiuni la cercul de tracțiune în tija de carbură la instalare, ceea ce poate iniția fisuri care se propagă până la rupere în funcțiune. Producătorii specifică potrivirea de interferență necesară pentru fiecare diametru al insertului și combinație de material al corpului - aceste specificații trebuie urmate cu exactitate, cu dimensiunile scaunului verificate prin măsurarea ecartamentului înainte de instalare. Inserțiile brazate necesită selecția corectă a aliajului de lipit, aplicarea fluxului și controlul grosimii îmbinării lipirii pentru a obține rezistența de lipire necesară pentru a rezista forțelor de tăiere fără a crăpa carbura adiacentă interfeței de lipire.
Protocoale de inspecție în serviciu
Intervalele de inspecție ale capului de tăiere TBM variază în funcție de condițiile solului și de cerințele proiectului, dar de obicei apar la fiecare 300-600 de metri în avans pe terenul mediu-dur și mai frecvent în formațiunile foarte abrazive. În timpul fiecărei inspecții, fiecare poziție a inserției trebuie examinată vizual pentru modurile de uzură descrise mai sus, iar adâncimea de uzură a inserției trebuie măsurată în poziții reprezentative folosind un calibre de adâncime. Introduceți hărți de uzură - înregistrarea uzurii la fiecare poziție a capului de tăiere pe intervale de inspecție succesive - permit identificarea pozițiilor cu rate de uzură anormal de ridicate care pot indica modificări localizate în formațiuni, probleme de livrare a apei de răcire sau dezechilibru de rotație a capului de tăiere care necesită investigație.
Criterii de înlocuire
Plăcuțele ar trebui înlocuite înainte de a se uza până la punctul în care corpul sculei din oțel începe să intre în contact cu suprafața stâncii - în acel moment, corpul sculei se uzează rapid și costul înlocuirii corpului sculei depășește cu mult economisirea de la maximizarea timpului de funcționare a plăcuței. Criteriile tipice de înlocuire pentru inserțiile pentru nasturi specifică un diametru maxim de uzură plat de 60-70% din diametrul inserției originale, dincolo de care rata de uzură accelerează neliniar și riscul de fractură grosieră crește semnificativ. Pentru frezele cu disc, uzura inelului este monitorizată prin măsurarea reducerii diametrului inelului față de specificația originală, înlocuirea fiind de obicei declanșată la o limită de uzură de 5-10 mm, în funcție de designul inelului.
Factori cheie la aprovizionarea cu inserții din carbură TBM
Achiziționarea de inserții din carbură de tungsten pentru mașinile de forat tunel implică considerații tehnice, comerciale și logistice care sunt specifice mediului de construcție subterană. Consecințele specificării unui produs greșit sau epuizării stocului la mijlocul conducerii sunt suficient de grave pentru a face decizia de aprovizionare mult mai semnificativă decât pentru majoritatea achizițiilor de consumabile industriale.
- Solicitați certificări de materiale și fișe de calificare. Orice furnizor reputat de inserturi din carbură ar trebui să furnizeze certificate de testare a materialelor care confirmă duritatea (HRA sau HV30), rezistența la rupere transversală, densitatea și conținutul de cobalt pentru fiecare lot de producție. Verificați dacă calitatea furnizată se potrivește cu specificațiile și că este menținută consistența de la lot la lot - variația de grad între loturi este o problemă de calitate cunoscută pentru unii producători care operează la capătul pieței de mărfuri.
- Confirmați toleranțele dimensionale față de specificațiile corpului sculei. Toleranțele diametrului tijei inserției pentru aplicațiile prin presare sunt de obicei specificate în intervalul ±0,01–0,02 mm. Solicitați rapoarte de inspecție dimensională care să confirme că inserțiile furnizate îndeplinesc banda de toleranță specificată - inserțiile în afara toleranței nu pot fi detectate vizual și vor cauza probleme de instalare sau defecțiuni premature în funcționare.
- Menține un stoc de siguranță adecvat pe durata proiectului. Dispozitivele de antrenare TBM în sol abraziv consumă rapid plăcuțe — ratele de consum de câteva sute de plăcuțe pe săptămână nu sunt neobișnuite la unitățile de granit sau cuarțit foarte abrazive. Stabiliți o prognoză de consum bazată pe abrazivitatea preconizată a formării, ratele de penetrare planificate și designul capului de tăiere și dimensiunea stocului de siguranță pentru a acoperi cel puțin patru până la șase săptămâni de consum previzionat la locul proiectului. Întreruperile lanțului de aprovizionare în timpul unei conduceri active a TBM au un impact direct și imediat asupra programului proiectului.
- Luați în considerare costul total de proprietate și nu prețul unitar. O inserție din carbură care costă cu 20% mai mult, dar durează cu 50% mai mult într-o anumită formație, reduce costul sculei pe metru de avans cu aproximativ 25%, reducând în același timp și costul forței de muncă pentru intervențiile de inspecție și înlocuire. Evaluarea furnizorilor de insert pe baza datelor de performanță cost-pe-metru din proiecte comparabile, mai degrabă decât prețul unitar, produce în mod constant rezultate mai bune ale proiectelor și este abordarea utilizată de contractorii TBM cu experiență la nivel global.
- Angajați asistența tehnică a furnizorului pentru formațiuni noi sau provocatoare. Atunci când geologia proiectului include formațiuni în afara categoriilor standard de rocă tare sau sol moale — rocă foarte fracturată, apă subterană agresivă chimic, abrazibilitate extremă sau suprafață amestecată cu bolovani mari — colaborați cu echipa tehnică a furnizorului de insert pentru a dezvolta și valida specificația plăcuței înainte de a începe antrenamentul. Costul unei revizuiri tehnice înainte de proiect este neglijabil în comparație cu costul descoperirii unei specificații inadecvate prin defecțiunea prematură a inserției în timpul unei unități live.
Produsele noastre //
Produse înrudite


Dacă sunteți interesat de produsele noastre, vă rugăm să ne consultați
